2.기타
[스크랩] burring가공
단주3
2011. 6. 24. 13:08
버링 가공 데이터
단조롭게 아래 구멍을 뚫어 원통형에 스트레치 flanging 하는 가공을 버링 가공이라고 말합니다.
그리고 이 가공을 이용해 얇은 판자에 유효 나사부를 얻는 일에 사용합니다.
그리고 이 가공을 이용해 얇은 판자에 유효 나사부를 얻는 일에 사용합니다.
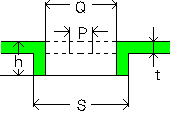
판두께:t, 평판에의 하 구멍:P, 버링 가공으로 얻을 수 있는 높이:h, 하 금형(다이)의 구멍의 크기:S
탭하 구멍:Q 모두 절삭 탭의 크기로 상단의 Q는 표준 사이즈입니다.
하단의 Q는 절삭 탭 가공하기 어려운 딱딱한 가공재에 적응의 사이즈입니다.단위:mm
탭하 구멍:Q 모두 절삭 탭의 크기로 상단의 Q는 표준 사이즈입니다.
하단의 Q는 절삭 탭 가공하기 어려운 딱딱한 가공재에 적응의 사이즈입니다.단위:mm
| 나사 사이즈 | 윗 그림:Q | 윗 그림:P | t 0.6 | t 0.8 | t 1.0 | t 1.2 | t 1.6 | t 2.0 | ||||||||
| S | h | S | h | S | h | S | h | S | h | S | h | |||||
| M2× 0.4 | 1.6 | 1.2 | 2.44 | 1.3 | 2.72 | 1.6 | ||||||||||
| 1.65 | 〃 | 2.49 | 1.3 | 2.77 | 1.6 | |||||||||||
| M2.6×0.45 | 2.15 | 1.4 | 2.99 | 1.4 | 3.27 | 1.7 | 3.55 | 1.8 | ||||||||
| 2.21 | 〃 | 3.05 | 1.4 | 3.30 | 1.7 | 3.61 | 1.8 | |||||||||
| M3×0.5 | 2.5 | 1.8 | 3.62 | 1.8 | 3.9 | 2.0 | 4.18 | 2.1 | ||||||||
| 2.57 | 〃 | 3.69 | 1.8 | 3.97 | 2.0 | 4.25 | 2.2 | |||||||||
| M4×0.7 | 3.3 | 2.4 | 4.7 | 2.2 | 4.98 | 2.4 | 5.54 | 3.0 | 6.1 | 3.3 | ||||||
| 3.4 | 〃 | 4.8 | 2.2 | 5.08 | 2.4 | 5.64 | 3.0 | 6.2 | 3.3 | |||||||
| M5×0.8 | 4.2 | 3.0 | 5.88 | 2.7 | 6.44 | 3.2 | 7.0 | 3.5 | ||||||||
| 4.3 | 〃 | 5.98 | 2.8 | 6.54 | 3.2 | 7.1 | 3.5 | |||||||||
| M6×1.0 | 5.0 | 3.4 | 7.24 | 3.4 | 7.8 | 3.7 | ||||||||||
| 5.12 | 〃 | 7.36 | 3.4 | 7.92 | 3.7 | |||||||||||
피가공재 SPCC
다이지름 S = 2 × 판두께:t × 호된 훈련 계수 : 0.7 + 탭하 구멍:Q
다이지름 S = 2 × 판두께:t × 호된 훈련 계수 : 0.7 + 탭하 구멍:Q
출처 : tomato
글쓴이 : 가우님 원글보기
메모 :